Carbon and CFRP Molding Methods
The distinctive “lightweight, strong, and non-corrosive” characteristics of CFRP (Carbon Fiber Reinforced Plastic) have made it one of the most progressive and promising materials today, leading to vast application in diverse fields. Autoclave molding is an advanced CFRP fabrication process that delivers high-performing dry carbon coupled with exceptional flexibility for design. Molding methods for CFRP are numerous and are selected according to the desired application, shape, and production lot.

CFRP Molding Methods
Autoclave Molding
RTM (Resin Transfer Molding)
Va-RTM (Vacuum Assisted Resin Transfer Molding)
Press Molding
Hand Lay-up Molding
Filament Winding Molding
Sheet Winding Molding
Pultrusion
3D Printer
At Uchida, we use the fabrication methods shown in red.
Before Autoclave Molding
Fabricating the Molds
First, we design and manufacture the molds for shaping and creating the CFRP end-product. Unlike in press molding, where an upper and lower mold is needed, in autoclave molding, the inner sections are molded by the pressure of the autoclave. Therefore, we only need to manufacture an outer mold. Material selection includes chemical wood, plaster, metal, CFRP molds, and other materials according to the production quantity and product shape.
DMG MORI TVCM Front Runner Vol. 46 UCHIDA
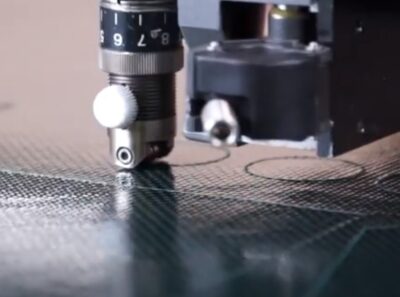
Cutting Prepreg Materials
Prepregs are sheets of carbon fibers that are pre-impregnated with resin. These are first cut to size using a cutting plotter machine. Prepregs are raw materials like foods and have an expiry-of-use date. They generally need to be stored frozen at temperatures of minus 18°C or less.

Laminating Process
Next, our technicians place the cut prepregs layer-by-layer onto the mold, forming a laminate stack in accordance with the specified material design. During this process, rigid measures, including clean rooms and strictly sanitized work wear, are put in place to ensure that no foreign substances, not even a single hair, fall into the layup. While the prepregs are fine 0.08-0.7 mm thick sheets, any air trapped between them during the subsequent autoclave molding process can cause defects such as voids or inter-layer delamination. To prevent this, each layer is vacuum pulled to expel any air.
Laminate
Vacuum-bagging Process
Once the laminating process is complete, specialized sub-materials such as mold release film and breather cloth bagging film are placed over the layup and vacuum-pulled (vacuum-bagged) to finalize the pre-molding preparation. The vacuum-bags are sealed with sealant tape (yellow sections in the image) to prevent tearing or leaking from any sharp or protruding edges.
Bagging
Autoclave Molding
What is autoclave molding?
Pressure
Put simply, an autoclave is a pressure device. It pressurizes the inside of the chamber and presses the laminated prepreg sheets against the mold to expel any remaining air.
Temperature
In CFRP (carbon fiber reinforced plastics that use a thermosetting resin) molding, heat causes the resin to react and cure (harden). In the case of CFRTP (carbon fiber reinforced plastics that use a thermoplastic resin) molding, the resin will soften with heat and solidify when cooled. *Similar to chocolate.
Vacuuming
During molding, bagged products are generally vacuumed and air is expelled. The history of the molding process is recorded on paper, or with a digital recording device, and submitted to the client for traceability or stored in accordance with our company’s regulations.

Autoclave
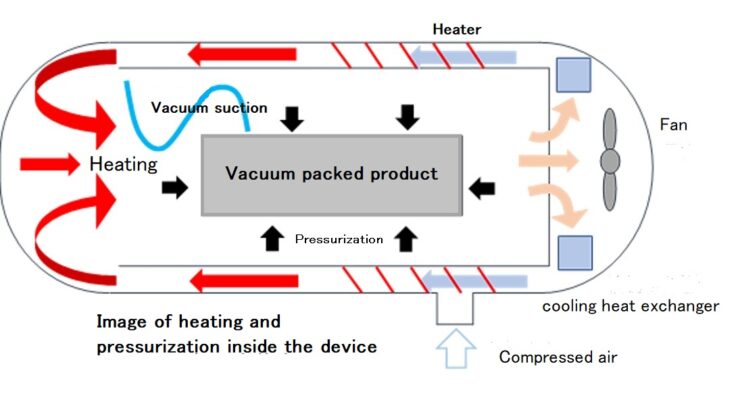
Image of heating and pressurization inside the device
Molding pressures, temperatures, and vacuuming (inert atmosphere) are all programmed to match the product.
Finishing
After autoclave molding is complete, the product is removed from the mold and de-molded. The product is then trimmed at a predetermined position, drilled, glued, and assembled, surface finished, and in some cases coated to finish the product.
After cure

Painting
Quality Inspection
After fabrication, we conduct a final inspection of the product, including the exterior form, dimensions, and hold measurements, to ensure that it meets client specifications. In the case of structural products, we conduct non-destructive testing using ultrasonic testing (UT) equipment to verify against any voids or defects in the product or joints, guaranteeing product integrity.


Summary
Autoclave molding generally requires a molding cycle of 4-5 hours. The greatest feature of this fabrication method is the exceptional freedom of choice and design for mold and end-product materials and forms, allowing us to take full advantage of CFRPs characteristics and performance capacity. The autoclave dimensions (internal diameter × length) determine the production constraints.
From prototype development to high-mix low-volume production, our autoclave equipment is our most indispensable asset for CFRP production. That credit is given to the exceptional characteristic stated above.
Related useful contents
You can explore related content by clicking on a topic of interest.
ABOUT UCHIDA - 55 years since our founding
We leverage a wealth of technical expertise as a CFRP molding and processing manufacturer using FRP, GFRP, and CFRP materials. We offer a one-stop solution, encompassing design, analysis, manufacturing, secondary processing, assembly, painting, quality assurance, and testing.
UCHIDA's equipment
We have cutting-edge equipment to ensure that we can address even the most advanced challenges of our customers.

DMG森精機 - VS1000/40/2050
X軸:2,050mm(ストローク) / Y軸:1,000mm / Z軸:600mm / テーブル作業面:2,250×1,000mm

ASHIDA MFG Co., Ltd.
Autoclave Oven 2
Size : Ø1,150x1,000mm / Operating temperature : at normal temperature - 400℃ / Design pressure : 2.0Mpa (maximum working pressure) / Vacuum system : back suction system / Vacuum units : 5

ASHIDA MFG Co., Ltd.
Autoclave Oven 3
Size : Ø3,000x6,000mm / Operating temperature : at normal temperature - 200℃ / Distribution accuracy : ±2.5℃less / Heating rate : 4.0℃/min. (empty furnace) / Cooling rate : 4.0℃/min. (empty furnace) / Design pressure : 0.99Mpa (maximum working pressure) / Working pressure : 0.7Mpa less (if no specification from the manufacuturer 0.3Mpa around) / Pressure accuracy : ±0.02Mpa(for pressure setting of 0 - 0.99Mpa/cm²) / Boost pressure accuracy : 0 - 0.03Mpa/min / Pressure source : compressed air (regular use) / Vacuum system : back suction system / Vacuum units : 10

Oven
Size : W1,000xH1,000xD1,000mm / Temperature range : Environmental Temperature +20 - 300℃ / Temperature elevation capability : Environmental Temperature (20 - 40℃) - 300℃ / 45min less / Vacuum system : back suction system / Vacuum units : 10

ESPEC CORP.
Temperature & Humidity Chamber

INSTRON
Static Universal Testing Machine 5985

Oven
Size : W7,000xH3,000xD2,000mm / Temperature range : Environmental Temperature +20 - 300℃ (Max) / Temperature elevation capability : Environmental Temperature (20 - 40℃) - 300℃ / 60min less / Vacuum system : back suction system / Vacuum units : 10

NEO
X axis : 4,000mm (stroke) / Y axis : 2,000mm / Z axis : 1,200mm / C axis : 0° - ±270° / B axis : 0° - ±110° / Table working place : 4,000x2,000mm

【開発】
3Dプリンター | Markforged

Painting booth
Various painting, and clear finish is done in dedicated painting booth

Adhesion, Finishing, Coating Room
Finishing process, such as trimming, drilling, and bonding, surface treatment of the molded product type and is done in a private booth

Toshiba Matrixeye EX (Ultrasonic flaw detector)
Matrix-Arrey : 32

AMETEK CREAFORM Metra
SCAN750 Elite (3D scan)

Olympus Corp.
Inverted Microscopes

Oven
Size : W450xH450xD450mm / Temperature range : Environmental Temperature +20 - 650℃ / Temperature elevation capability : Environmental Temperature+50 - 650℃/120min less

Cutting Plotter Table working place : W1,500xL3,500mm

SHIMA SEIKI MFG., LTD
Cutting Plotter

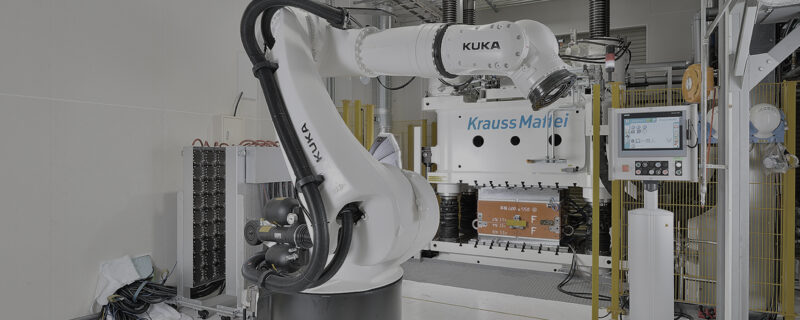
KUKA
Robot

Krauss Maffei
Epoxy resin injection machine Resin 60L / Hardener 25L

Krauss Maffei
630t Press machine Height total 5,200mm / Length max 1,500mm / Width max 1,200mm / Whole cycle time per component part 240sec

DMG森精機 - NV5000B/40
X軸:1,020mm(ストローク) / Y軸:510mm / Z軸:510mm / テーブル作業面:1,320×600mm

Big sized clean room
JIS B 9920 cleanliness class maximum concentration (Pcs/m³) / Class 5 : 100,000m³ / Capacity : m² (16,000x16,000mm) 760m² (16,000x16,000x3,000mm) / Temperature and humidity condition : Temperature : 23℃±3℃, Humidity 65% less / Ambient conditions : Temperature 35℃ during summer, Humidity 70% less / Ambient conditions : Temperature 35℃ during summer, Humidity 70% less / Temperature -5℃ during winter, Humidity 40% less

CAD / CAM
CATIA V5 : 2 / THINK DESIGN : 1 / MASTER CAM : 4 / Other 3D/CAD : 3 / Other 2D/CAD : 5

Markforged - 3D Printer

Video Library
In the following video, we provide a detailed overview of our manufacturing process. Please feel free to watch and learn more.
Contact us


ピンバック: 【コラム】FRP・GFRP・CFRP 切削加工・機械加工 | 株式会社UCHIDA
ピンバック: 【コラム】コンポジット・カーボンコンポジット『CFRP』とは? | 株式会社UCHIDA
ピンバック: 【コラム】炭素繊維強化プラスチック成形『CFRP』 | 株式会社UCHIDA
ピンバック: 【コラム】GFRPとは? | 株式会社UCHIDA
ピンバック: 【コラム】SMC・C-SMC製法とは? CFRP | 株式会社UCHIDA
ピンバック: 【コラム】PCM製法とは? CFRP | 株式会社UCHIDA
ピンバック: 【コラム】カーボンとは?CFRPとは? | 株式会社UCHIDA
ピンバック: 【コラム】ドライカーボン『CFRP』とは? | 株式会社UCHIDA
ピンバック: 【コラム】複合材料 メリット デメリット | 株式会社UCHIDA
ピンバック: 【コラム】軽量化のメリット『FRP・GFRP・CFRP』 | 株式会社UCHIDA
ピンバック: 【コラム】GFRPガラスエポキシ | 株式会社UCHIDA
ピンバック: 【コラム】『FRP・GFRP・CFRP』マシニングセンタとは? | 株式会社UCHIDA
ピンバック: 【コラム】カーボン アート作品・CFRPアート・CFRP芸術作品 | 株式会社UCHIDA
ピンバック: 軽量化のメリット『FRP・GFRP・CFRP』【コラム】 | 株式会社UCHIDA
ピンバック: コンポジット・カーボンコンポジットの作り方【コラム】 | 株式会社UCHIDA
ピンバック: GFRPガラスエポキシ【コラム】 | 株式会社UCHIDA
ピンバック: 炭素繊維強化プラスチック成形『CFRP』【コラム】 | 株式会社UCHIDA
ピンバック: コンポジット・カーボンコンポジット『CFRP』とは?【コラム】 | 株式会社UCHIDA
ピンバック: FRP型/CFRP型【コラム】 | 株式会社UCHIDA
ピンバック: 2023年版 FRP・CFRPとは?【コラム】 | 株式会社UCHIDA
ピンバック: CFRP二次加工【コラム】 | 株式会社UCHIDA
ピンバック: CFRP試作開発【コラム】 | 株式会社UCHIDA
ピンバック: CFRP検査・品質保証【コラム】 | 株式会社UCHIDA
ピンバック: カーボン・CFRPの試作コストについて Vol.4対応可能な企業・サマリー【コラム】 | 株式会社UCHIDA
ピンバック: CFRP成形加工【コラム】 | 株式会社UCHIDA
ピンバック: CFRP一貫生産・CFRPワンストップに対応【コラム】 | 株式会社UCHIDA
ピンバック: あらゆるカーボン・CFRP試作に対応【コラム】 | 株式会社UCHIDA
ピンバック: CFRP専業メーカーから見るカーボン装具について【コラム】 | 株式会社UCHIDA