Overview
The distinctive “lightweight, strong, and non-corrosive” characteristics of CFRP (Carbon Fiber Reinforced Plastic) have made it one of the most progressive and promising materials today, leading to vast application in diverse fields. However, examples of CFRP prototype development and CFRP-formed products seldom come to our attention.

Introduction
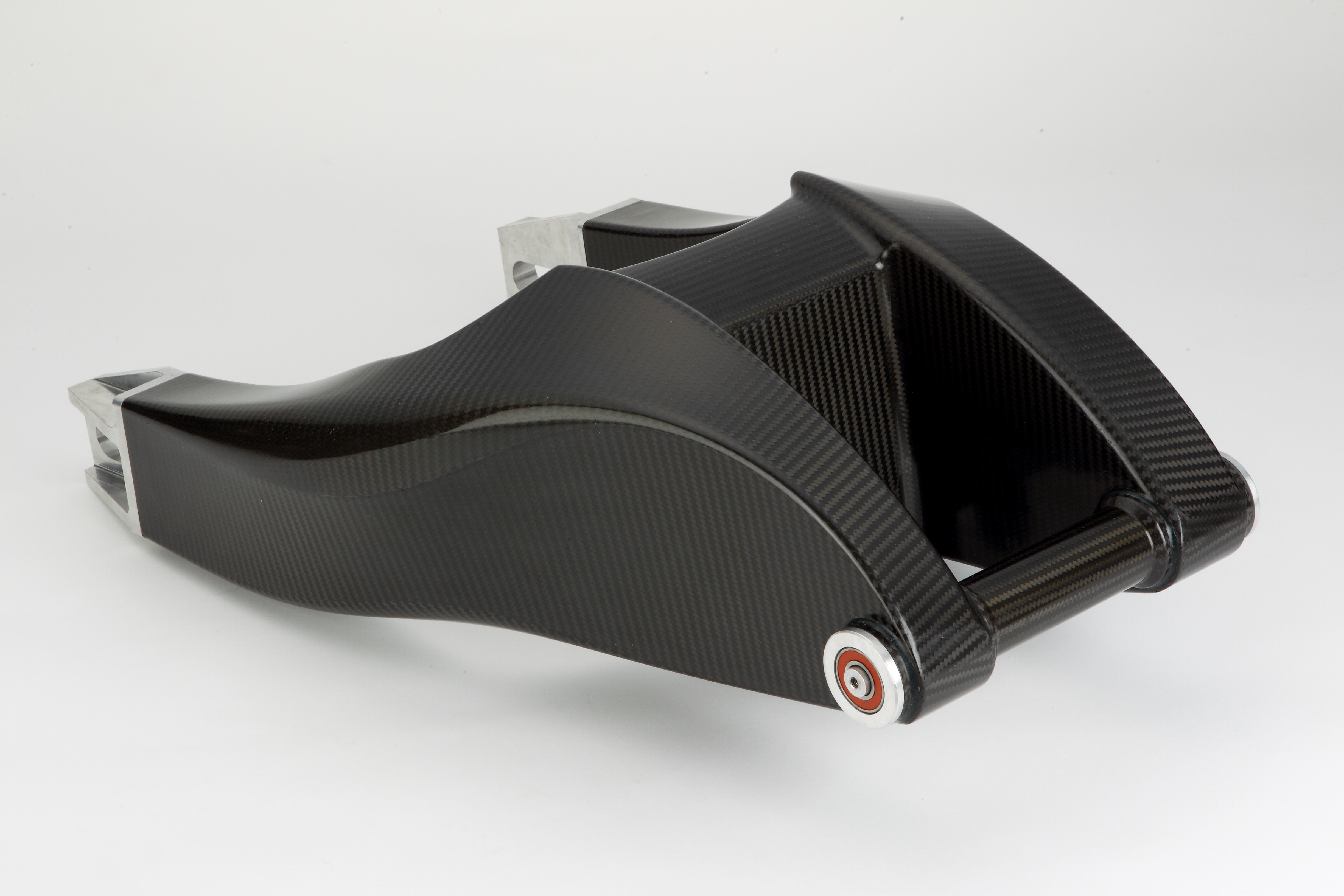
Based in Saitama Japan, Uchida Co., Ltd. has expanded operations to wider Japan and international markets. At Uchida, we specialize in CFRP, GFRP, and composite mold processing from prototyping to high-mix low-volume production, boasting a strong track record in diverse industries from marine, land, aviation, and aerospace through to medical, welfare, and artistic fields. In this week’s article, we will look at CFRP-based structures and manufacturing processes, using our Carbon/CFRP swing arm product as an illustrative example.
Structural Design and Analysis
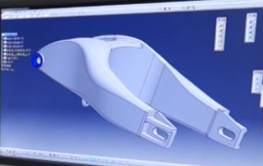
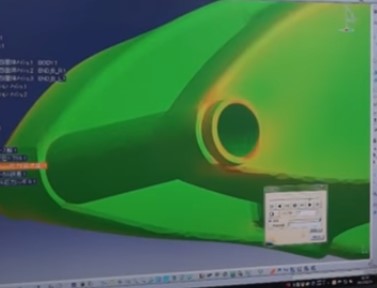
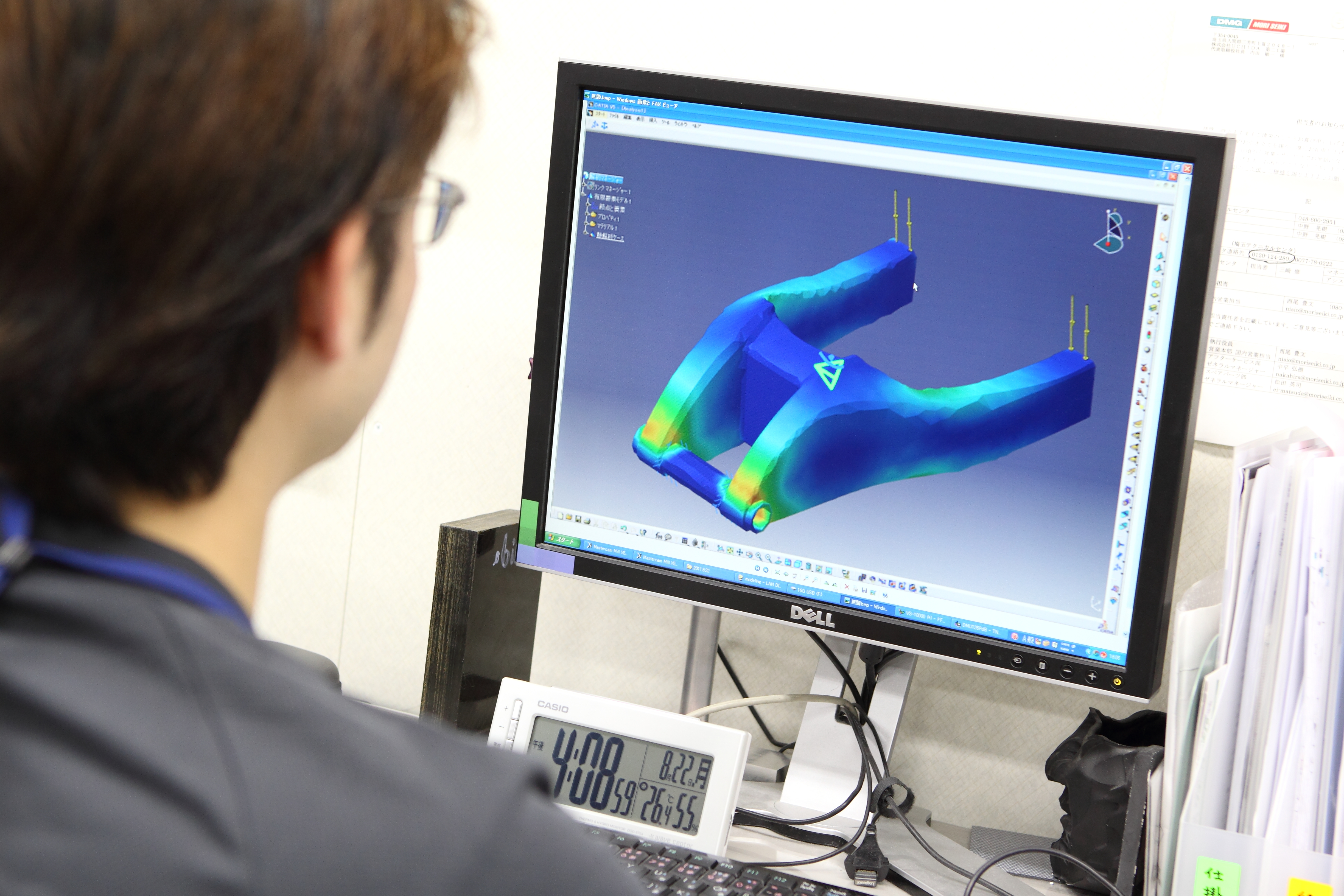
The model data is then used to conduct a structural design and analysis in accordance with the CFRP anisotropy and existing data, obtained from a database, on the mechanical properties of the materials being used. This phase involves careful investigation to devise the optimal composite configuration and leverage the lightweight and strong characteristics of CFRP. We conduct multiple simulations, based on empirical rules, to determine which areas need strengthening or not, what type and how much material (fiber) we need, and in what orientation. We further investigate impact-prone sections and areas that will provide structural support, selecting and placing the fiber materials either closer to the surface, arranging them around metal sections, or increasing the density (thickness) to augment structural integrity, as required. Even with the same CFRP, the fiber type, arrangement, and orientation design will drastically alter the final properties and integrity. Other composite materials such as glass fiber reinforced plastic (GFRP) or aramid fiber reinforced plastics (AFRP) are often used together with CFRP.
Mold Fabrication
Mold Modeling
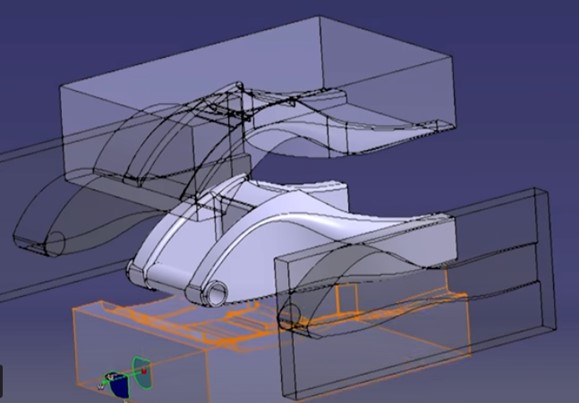
Following completion of the product data, we begin modeling the mold, giving due consideration of the mold’s segmented structure, mechanical constraints of the machining center, and draft angle. Ensuring that the fibers can be orientated and laminated as designed, and that there are no problems with heat turnover is crucial for success. While a mold that can be de-molded after curing is an obvious requirement, when it comes to structural items, if the carbon fibers cannot be arranged (laminated) exactly as designed, then the final product won’t turn out as expected. We also consider manufacturing constraints such as whether the product will be damaged after molding. For these reasons, without in-depth knowledge of the manufacturing process and the structure, it would be near impossible to model a sufficient mold of the product.
Mold Processing
Next, we utilize the modeled data to process the mold in our machining center. Gypsum or plaster, as shown in the image, is the standard mold material of choice for CFRP prototype development in Japan, due to its low thermal expansion, excellent CFRP compatibility, and impressive machinability. CFRP molds are sometimes employed depending on the production lot or profile of the product.


Mold Surface Treatment
The resin pre-impregnated carbon fiber sheets (prepregs) will bind to the mold if laminated directly after cutting. To prevent sticking, we apply a thin coating of resin with a mold release agent, like Teflon coating of a fry pan, to the surface of the mold.

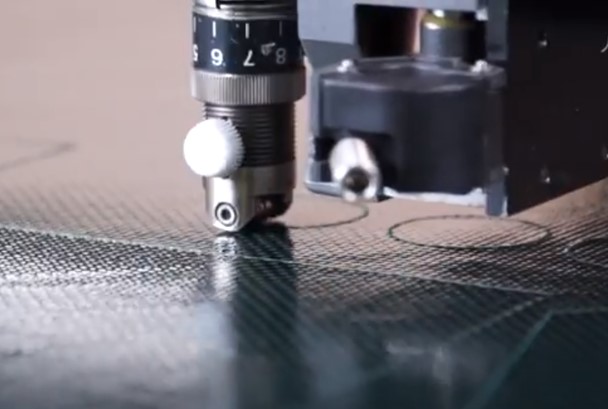
Cutting Prepreg Materials
Next, we cut the prepreg sheets using a cutting plotter. Prepreg sheets are, like food, a raw material and therefore have a use-by-date. They generally need to be stored frozen at temperatures of minus 18°C or less.

Laminating Process
Our technicians meticulously stack the cut prepregs layer by layer to form a laminate stack in accordance with the design. This process is performed in strictly controlled clean rooms and our technicians specialized clean suits to prevent contamination from foreign objects, including hair, during the lamination. Any air trapped between the 0.08-0.7 thin prepreg sheets can cause defects such as voids or inter-layer delamination during the subsequent molding process. To prevent this, we vacuum pull each layer and expel any remaining air.


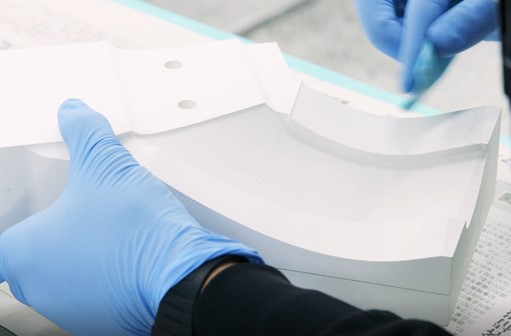
Vacuum-bagging Process
After laminating, we place specialized sub-materials including a mold release film and breather cloth bagging film over the layup and then vacuum-pull the stack (vacuum-bag) to complete the pre-molding preparation process. The vacuum-bags are sealed with sealant tape (yellow sections in the image) to prevent tearing or leaking from any sharp or protruding edges.


Autoclave Molding
Pressure: An autoclave is essentially a pressure device. Pressurization of the inside chamber presses the laminated prepreg sheets against the mold and expels and remaining air.
Temperature: In CFRP (carbon fiber reinforced plastics that use a thermosetting resin) molding, heat causes the resin to react and cure (harden).
Vacuuming: During molding, bagged products are generally vacuumed and degassed. The history of the molding process is recorded on paper, or with a digital recording device, and then submitted to the client for traceability. All records are managed and stored in accordance with our company’s regulations.


Pressure, Temperature, and Vacuuming
Molding pressures, temperatures, and vacuuming (inert atmosphere) are all programmed to match the product.
Polishing, Secondary Processing, and Final Coating
After autoclaving we remove and de-mold the item and begin with the post-molding finishing processes. This includes a trimming the item to predetermined position, drilling, gluing, and surface treatment. Depending on the level of precision required, we may machine mold in the machining center and then finished it by hand using electric tools. For this project, we used a clear matte coating for the surface treatment.


Quality Inspection
After completion of fabrication, we perform a final quality inspection. We can inspect all aspects of the product, including the exterior form, dimensions, and hole measurements, to ensure that it conforms with client wishes and product blueprint.


Summary
In this article, we delved into prototype development through a look at the making of carbon swing arm. We hope offers a clearer picture of carbon fiber, dry carbon, CFRP prototype development and creation. At Uchida, we pride ourselves on our honed technique and know-how in leveraging CFRP, GFRP, AFRP and other composite materials to create intricate 3D shapes and large monolithic pieces, such as this project.

Related useful contents
You can explore related content by clicking on a topic of interest.
ABOUT UCHIDA - 55 years since our founding
We leverage a wealth of technical expertise as a CFRP molding and processing manufacturer using FRP, GFRP, and CFRP materials. We offer a one-stop solution, encompassing design, analysis, manufacturing, secondary processing, assembly, painting, quality assurance, and testing.
UCHIDA's equipment
We have cutting-edge equipment to ensure that we can address even the most advanced challenges of our customers.

DMG森精機 - VS1000/40/2050
X軸:2,050mm(ストローク) / Y軸:1,000mm / Z軸:600mm / テーブル作業面:2,250×1,000mm

ASHIDA MFG Co., Ltd.
Autoclave Oven 2
Size : Ø1,150x1,000mm / Operating temperature : at normal temperature - 400℃ / Design pressure : 2.0Mpa (maximum working pressure) / Vacuum system : back suction system / Vacuum units : 5

ASHIDA MFG Co., Ltd.
Autoclave Oven 3
Size : Ø3,000x6,000mm / Operating temperature : at normal temperature - 200℃ / Distribution accuracy : ±2.5℃less / Heating rate : 4.0℃/min. (empty furnace) / Cooling rate : 4.0℃/min. (empty furnace) / Design pressure : 0.99Mpa (maximum working pressure) / Working pressure : 0.7Mpa less (if no specification from the manufacuturer 0.3Mpa around) / Pressure accuracy : ±0.02Mpa(for pressure setting of 0 - 0.99Mpa/cm²) / Boost pressure accuracy : 0 - 0.03Mpa/min / Pressure source : compressed air (regular use) / Vacuum system : back suction system / Vacuum units : 10

Oven
Size : W1,000xH1,000xD1,000mm / Temperature range : Environmental Temperature +20 - 300℃ / Temperature elevation capability : Environmental Temperature (20 - 40℃) - 300℃ / 45min less / Vacuum system : back suction system / Vacuum units : 10

ESPEC CORP.
Temperature & Humidity Chamber

INSTRON
Static Universal Testing Machine 5985

Oven
Size : W7,000xH3,000xD2,000mm / Temperature range : Environmental Temperature +20 - 300℃ (Max) / Temperature elevation capability : Environmental Temperature (20 - 40℃) - 300℃ / 60min less / Vacuum system : back suction system / Vacuum units : 10

NEO
X axis : 4,000mm (stroke) / Y axis : 2,000mm / Z axis : 1,200mm / C axis : 0° - ±270° / B axis : 0° - ±110° / Table working place : 4,000x2,000mm

【開発】
3Dプリンター | Markforged

Painting booth
Various painting, and clear finish is done in dedicated painting booth

Adhesion, Finishing, Coating Room
Finishing process, such as trimming, drilling, and bonding, surface treatment of the molded product type and is done in a private booth

Toshiba Matrixeye EX (Ultrasonic flaw detector)
Matrix-Arrey : 32

AMETEK CREAFORM Metra
SCAN750 Elite (3D scan)

Olympus Corp.
Inverted Microscopes

Oven
Size : W450xH450xD450mm / Temperature range : Environmental Temperature +20 - 650℃ / Temperature elevation capability : Environmental Temperature+50 - 650℃/120min less

Cutting Plotter Table working place : W1,500xL3,500mm

SHIMA SEIKI MFG., LTD
Cutting Plotter

KUKA
Robot

Krauss Maffei
Epoxy resin injection machine Resin 60L / Hardener 25L

Krauss Maffei
630t Press machine Height total 5,200mm / Length max 1,500mm / Width max 1,200mm / Whole cycle time per component part 240sec

DMG森精機 - NV5000B/40
X軸:1,020mm(ストローク) / Y軸:510mm / Z軸:510mm / テーブル作業面:1,320×600mm

Big sized clean room
JIS B 9920 cleanliness class maximum concentration (Pcs/m³) / Class 5 : 100,000m³ / Capacity : m² (16,000x16,000mm) 760m² (16,000x16,000x3,000mm) / Temperature and humidity condition : Temperature : 23℃±3℃, Humidity 65% less / Ambient conditions : Temperature 35℃ during summer, Humidity 70% less / Ambient conditions : Temperature 35℃ during summer, Humidity 70% less / Temperature -5℃ during winter, Humidity 40% less

CAD / CAM
CATIA V5 : 2 / THINK DESIGN : 1 / MASTER CAM : 4 / Other 3D/CAD : 3 / Other 2D/CAD : 5

Markforged - 3D Printer

Video Library
In the following video, we provide a detailed overview of our manufacturing process. Please feel free to watch and learn more.
Contact us


ピンバック: 【コラム】CFRP航空機・宇宙分野へのCFRP適用 | 株式会社UCHIDA
ピンバック: 【コラム】ドライカーボン『CFRP』とは? | 株式会社UCHIDA
ピンバック: 【コラム】GFRPとは? | 株式会社UCHIDA
ピンバック: 【コラム】PCM製法とは? CFRP | 株式会社UCHIDA
ピンバック: 【コラム】オーブン成形とは? CFRP | 株式会社UCHIDA
ピンバック: 【コラム】『FRP・GFRP・CFRP』マシニングセンタとは? | 株式会社UCHIDA
ピンバック: 【コラム】コンポジット・カーボンコンポジット『CFRP』とは? | 株式会社UCHIDA
ピンバック: 【コラム】カーボン オートクレーブ温度 | 株式会社UCHIDA
ピンバック: 【コラム】複合材料 メリット デメリット | 株式会社UCHIDA
ピンバック: 【コラム】軽量化のメリット『FRP・GFRP・CFRP』 | 株式会社UCHIDA
ピンバック: 【コラム】炭素繊維PAN系とピッチ系の違い『CFRP』 | 株式会社UCHIDA
ピンバック: コンポジット・カーボンコンポジットの作り方【コラム】 | 株式会社UCHIDA
ピンバック: 『FRP・GFRP・CFRP』マシニングセンタとは?【コラム】 | 株式会社UCHIDA
ピンバック: 軽量化のメリット『FRP・GFRP・CFRP』【コラム】 | 株式会社UCHIDA
ピンバック: GFRPとは?【コラム】 | 株式会社UCHIDA